![[Review]The Lunyee 3018 Pro Ultra: The Perfect Entry into the World of CNC! - Lunyee CNC & Laser Engraver](http://www.lunyeecnc.com/cdn/shop/articles/PXL_20250711_171157334_klein_01adee01-c9f1-4b9a-9156-c672ed084ad3.jpg?v=1758001197&width=1500)
[Teszt] A Lunyee 3018 Pro Ultra: Tökéletes belépő a CNC világába!
LunyeeCNC
Harald Kreuzer írta
Körülbelül hat évvel ezelőtt vettem az első 3D nyomtatómat – és azonnal rákattantam. Egy ilyen eszközben rejlő lehetőségek gyakorlatilag korlátlanok. Azóta számos projektet valósítottam meg: a praktikus háztartási kütyüktől és alkatrészektől a bonyolultabb mechanikus szerkezetekig.
De egy dolog mindig ugyanaz maradt: végül műanyag került ki a gépből. Sok alkalmazáshoz ez tökéletesen megfelel, gyakran ideális is. De a A Zyklochronhoz , egy ESP32 alapú mechanikus órához, egy fából készült házat szerettem volna készíteni.

Ezért vettem most magamnak egy kis CNC marógépet: a Lunyee 3018 Pro Ultra (Partnerlink). Egészen a közelmúltig szinte semmit sem tudtam a CNC megmunkálásról. Ebben a cikkben bemutatom a gépet, az első lépéseimet, és azt, hogyan sikerült sikeresen megmunkálnom az első alkatrészemet.
Miért a Lunyee 3018 Pro Ultra?
Miután úgy döntöttem, hogy veszek egy CNC marógépet, először is utánanéztem a témának. A CNC marógépek választéka hatalmas, az árkategória pedig 200 eurótól több ezer euróig terjed. Egy gépészmérnöknek tanuló barátom ajánlott egy modellt a következő címről: Például a Stepcraft , de még a legkisebb modell is 2000 euróba kerül.
Másrészt nem akartam játékot. Az ilyen vásárlásoknál általában a következő megközelítést követem: kezd egyszerűen, majd fejleszd. Ez azt jelenti, hogy egy megfizethető, strapabíró eszközzel kezdem, majd ha elérem a határait, vagy ha a hobbi tényleg hosszú távon is velem marad, egy professzionálisabb modellre váltok. Ezek a megfontolások és a sok kutatás végül ahhoz vezettek, hogy Lunyee 3018 Pro Ultra .
Ami engem ebben a CNC marógépben meggyőzött, az mindenekelőtt az ár-érték arány volt. 450 euróért egy kompakt CNC marógépet kapsz fém vázzal, egy erős 500 W-os orsóval és rengeteg tartozékkal, így az összeszerelés után azonnal elkezdheted a munkát. Ez magában foglal például néhány marót, szorítókat, egy Z-tapintós érzékelőt és egy LCD kezelőpanelt. Természetesen a 3018-as nem összehasonlítható egy ipari marógéppel, de a jelenlegi igényeimhez több mint elegendő. Íme a Lunyee 3018 Pro Ultra legfontosabb műszaki adatai:
| Munkaterület (XYZ) | 300 × 180 × 80 mm |
| Teljes méretek | 422 × 414 × 350 mm |
| Keret anyaga | Alumínium profilok, Y-tengely 40x40 mm, X-tengely 20x40 mm |
| Orsó | 500 W-os orsó, léghűtéses, 10 000 fordulat/perc |
| Szorítópatron | ER11 – számos maróátmérővel kompatibilis |
| vezérlő | GRBL 1.1f kompatibilis vezérlő, USB-n vagy offline módon vezérelhető |
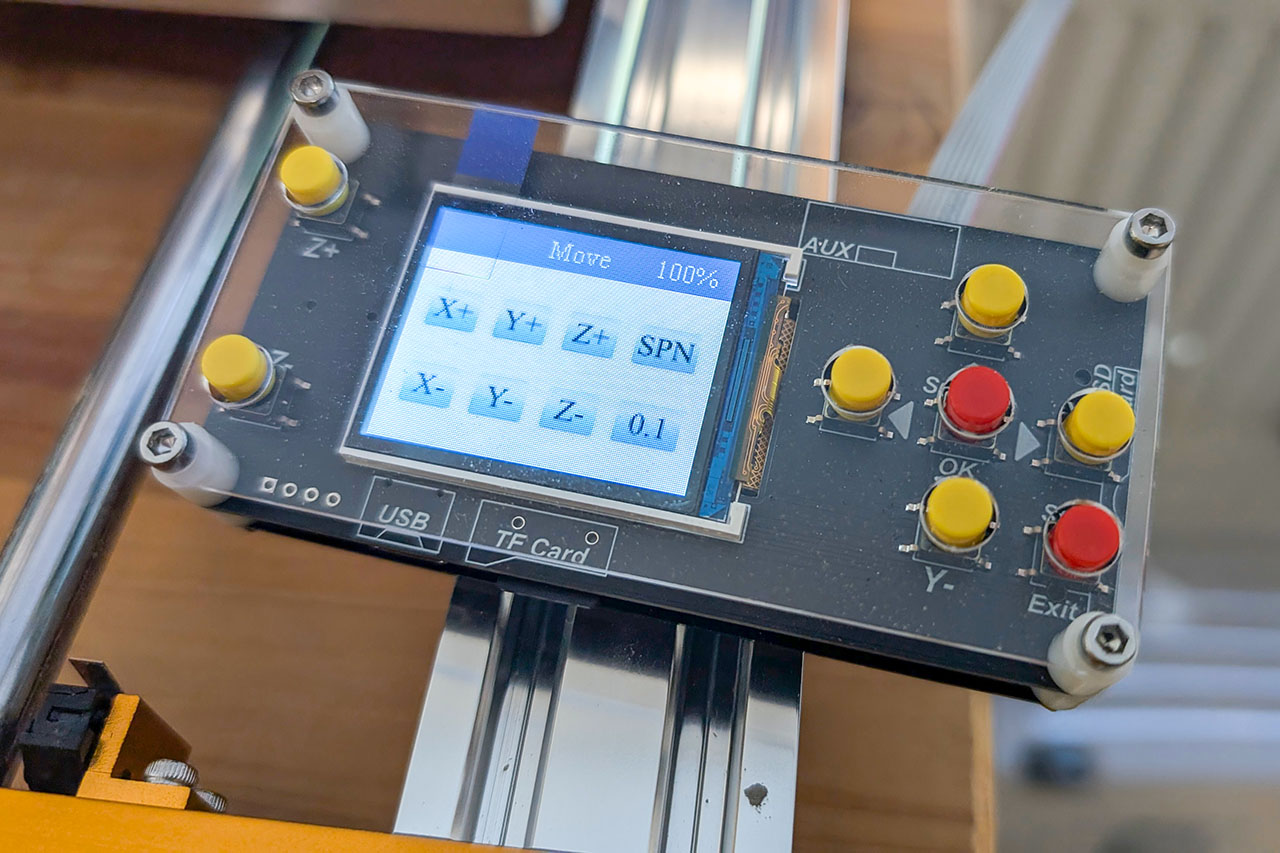
| Offline vezérlő | Kis LCD kezelőpanel PC nélküli maráshoz |
| Végálláskapcsolók | Előre telepítve minden tengelyre |
| Mozgásrendszer | HGH15 lineáris vezető az X tengelyen |
| Szoftverkompatibilitás | GRBL, gyertya, UGS, Fusion 360, festőállvány, OpenBuilds vezérlés |
| Kompatibilis anyagok | Fa, MDF, akril, műanyag, lágy fémek, mint az alumínium, réz |
| Tápegység | 24 V-os tápegység, a szállítási terjedelem része |
| Nettó tömeg | 14 kg |
| Különleges jellemzők | Vészleállító kapcsoló, alumínium Z-lemez, Z-szonda érzékelő, lézerrel frissíthető |
A malom kompakt méretei természetesen áldás és átok is . Nincs sok helyem a műhelyemben, így egy nagyobb marógép problémás lett volna. Másrészt a korlátozott, 30 × 18 cm-es munkaterület meglehetősen korlátozó a munkadarab mérete szempontjából. Mindazonáltal tudatosan elfogadtam ezt a kompromisszumot.
Összeszerelés és beállítás
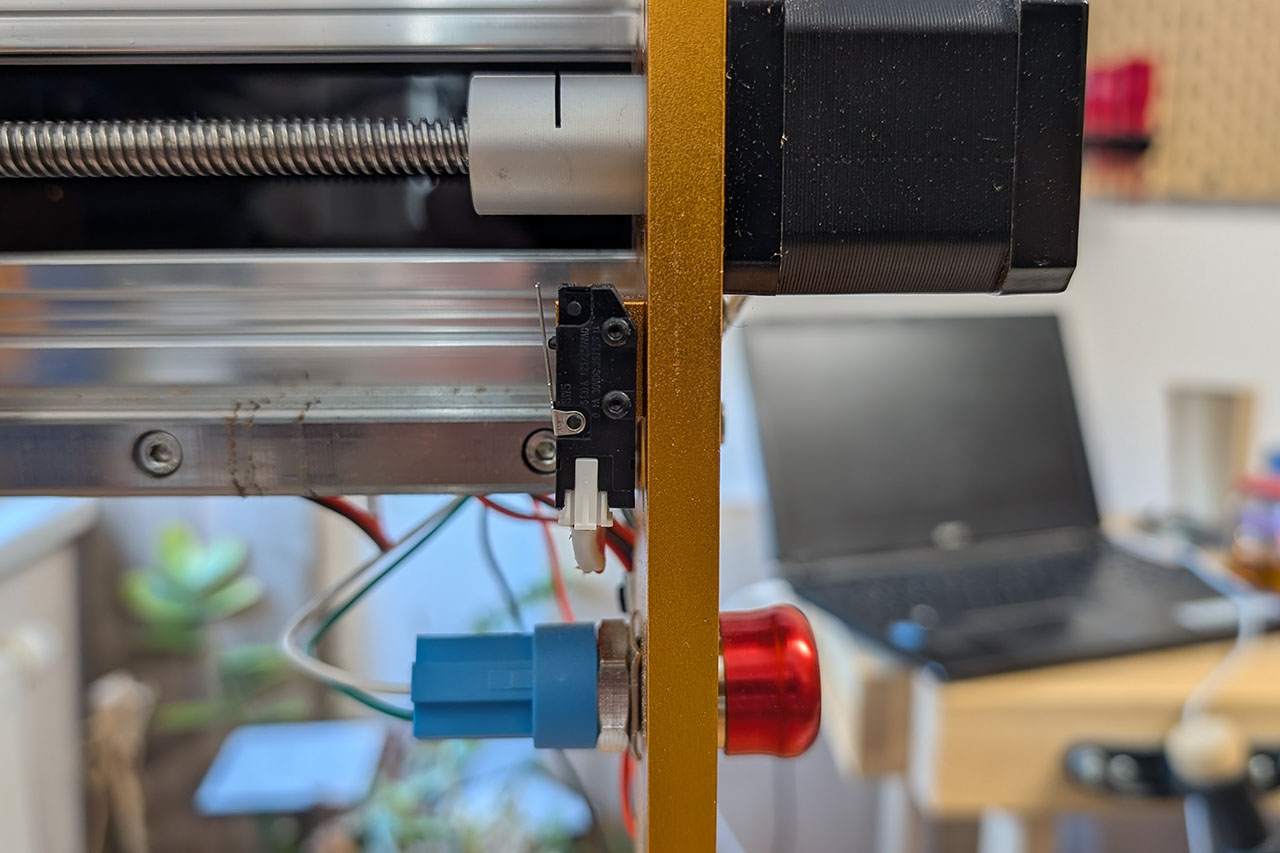
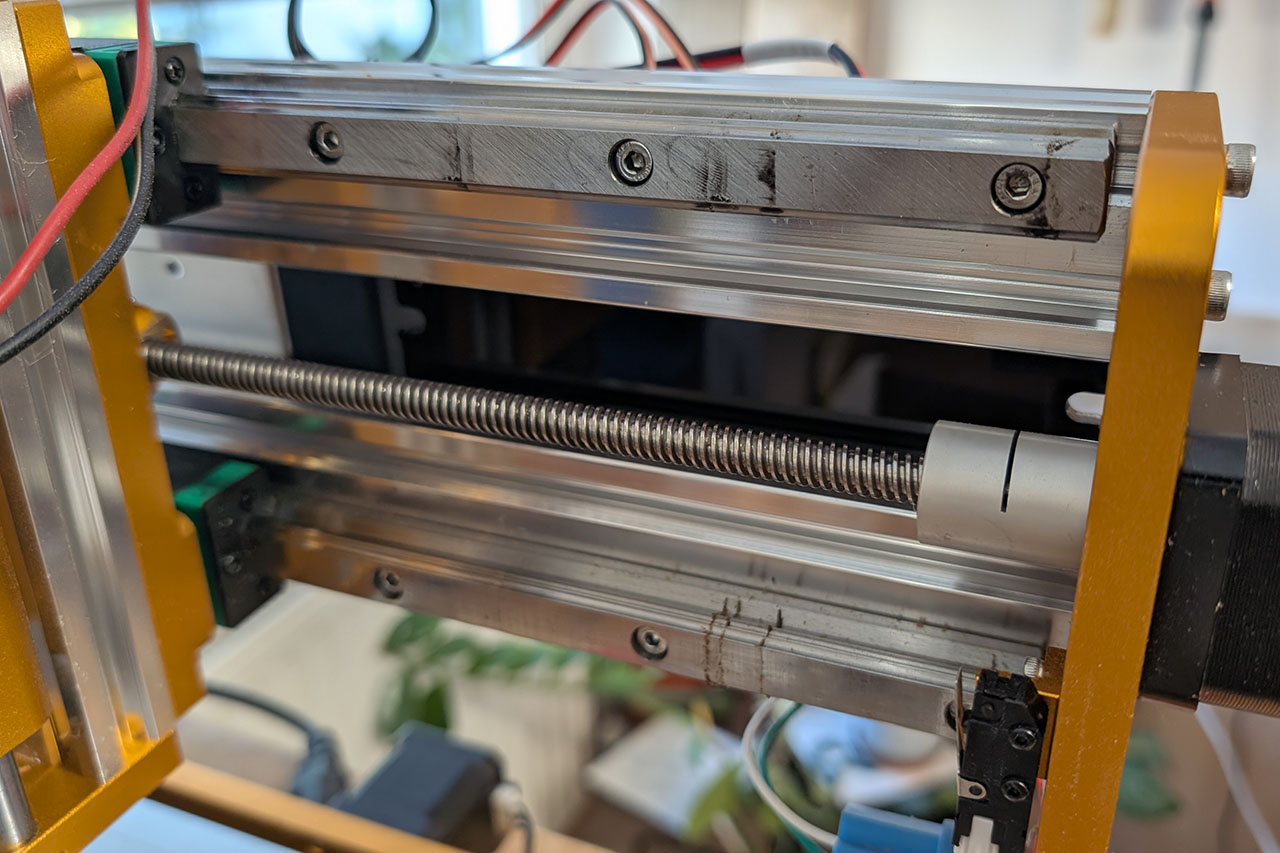
A marógépet készletként szállítják, amely azonban csak néhány alkatrészből áll, és körülbelül egy óra alatt könnyen összeszerelhető. Ehhez egyszerűen fel kell csavarozni a Z és X tengelyű portálszerkezetet az Y tengelyű platformra. Ezután rögzíteni kell a gumitalpakat az aljára, be kell helyezni az orsót, fel kell szerelni a tápegységet és a vezérlőt, végül pedig az összes alkatrészt össze kell kötni az előre gyártott kábelekkel.

Ezzel a marógép alapvetően használatra kész. Az én esetemben azonban azt vettem észre, hogy az orsó (Z-tengely) és az alaplap közötti távolság az X-tengely mentén kissé eltér, ami azt jelenti, hogy nem mindenhol azonos. Ennek oka a keretben lévő minimális feszültség volt. Ezért meglazítottam az összes csavart, beleértve az előre összeszerelteket is, majd a nulláról újra beállítottam és meghúztam az egész marógépet. Ezután a tengely tökéletesen párhuzamos volt a munkafelülettel.
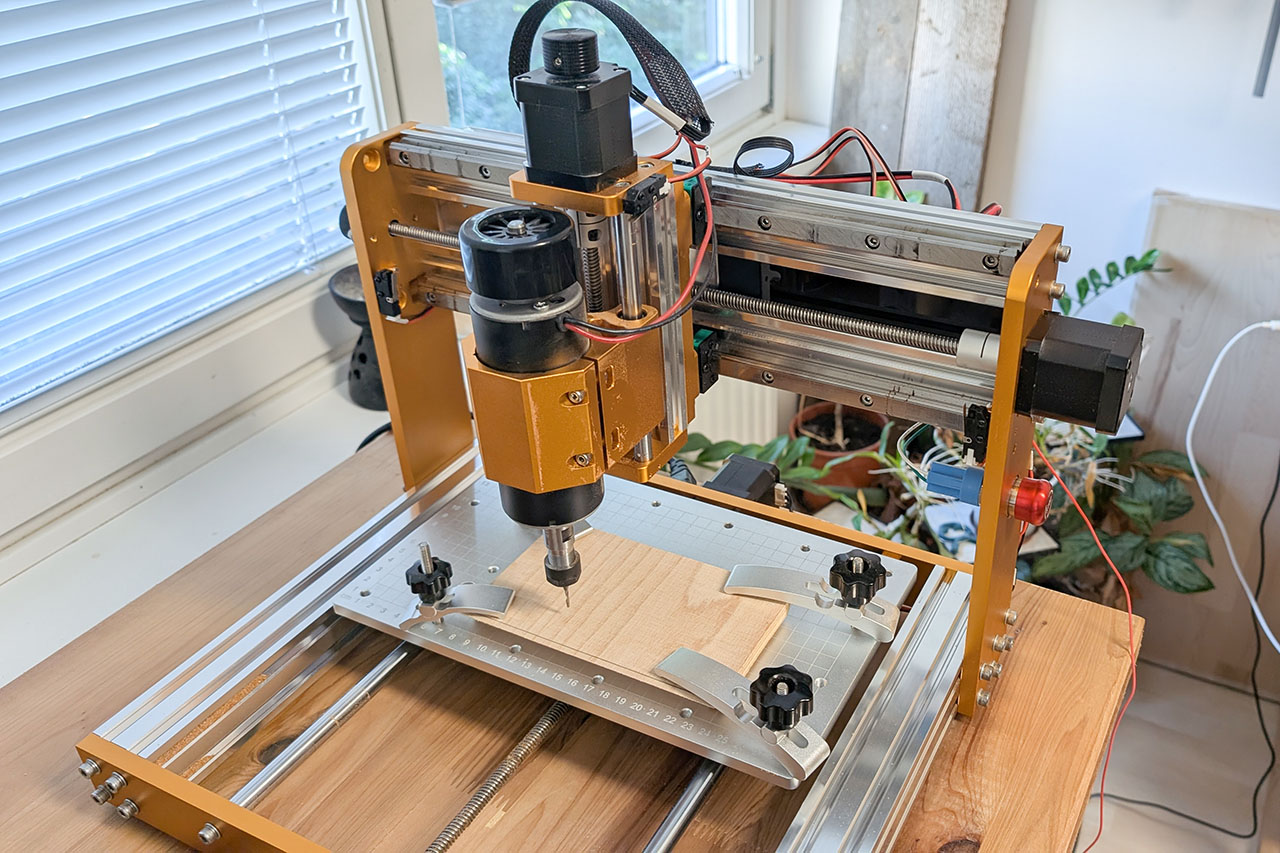
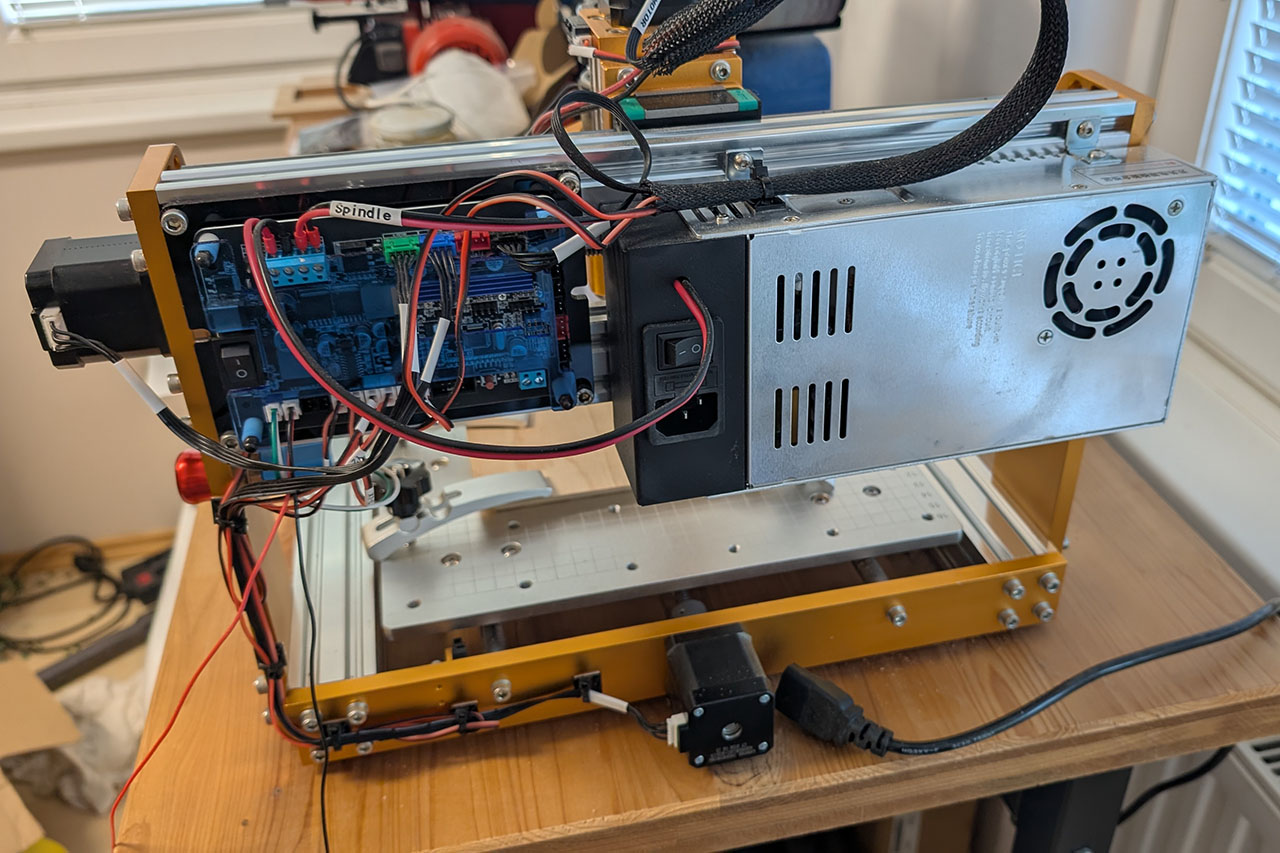
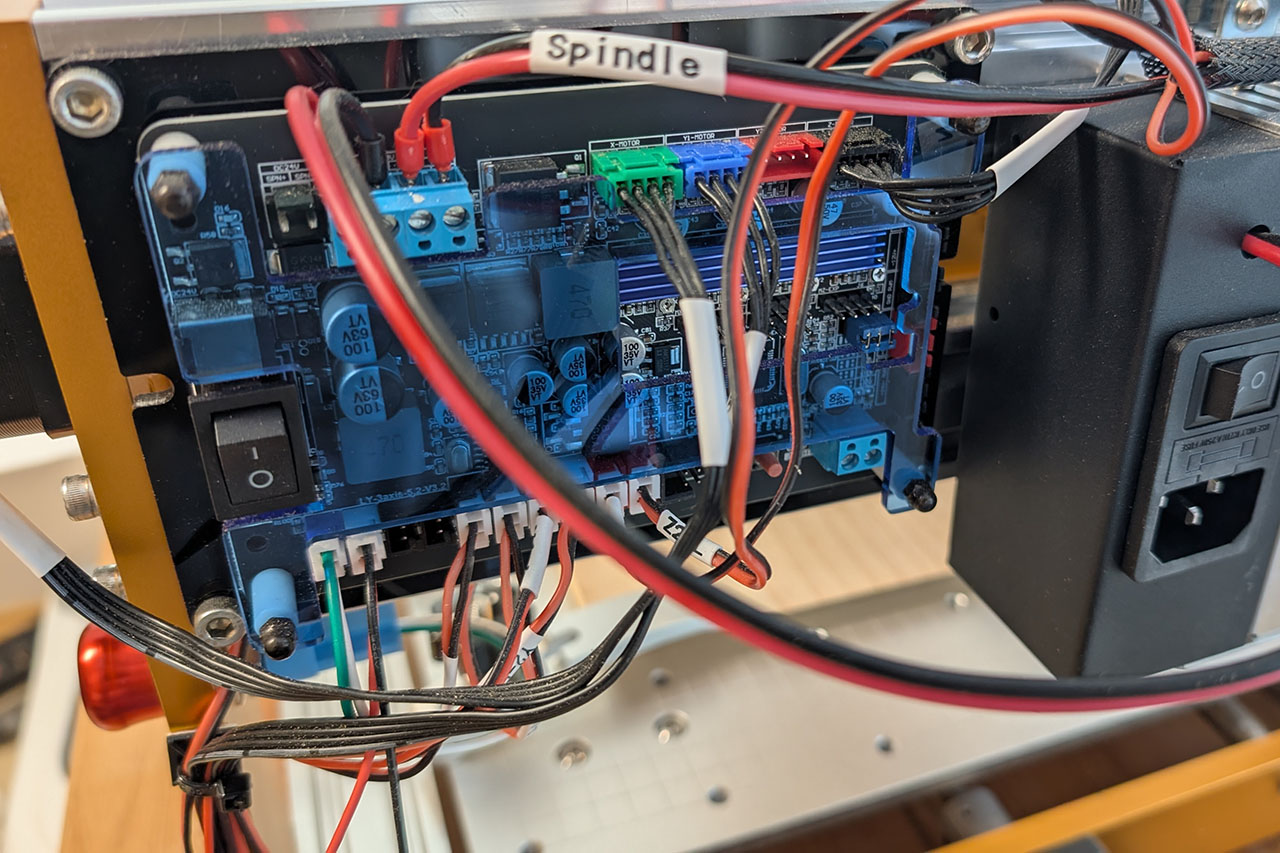
Íme néhány kép a CNC marógépről:


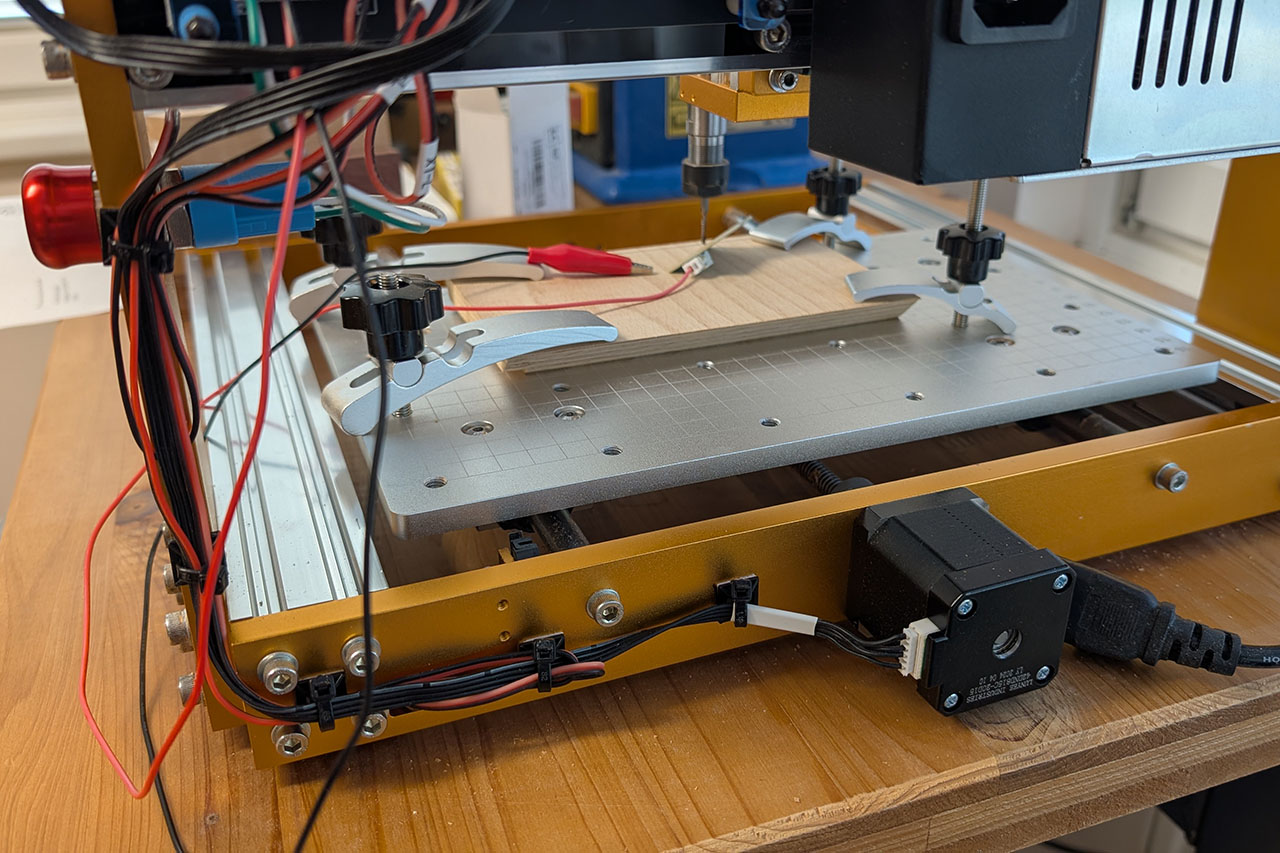
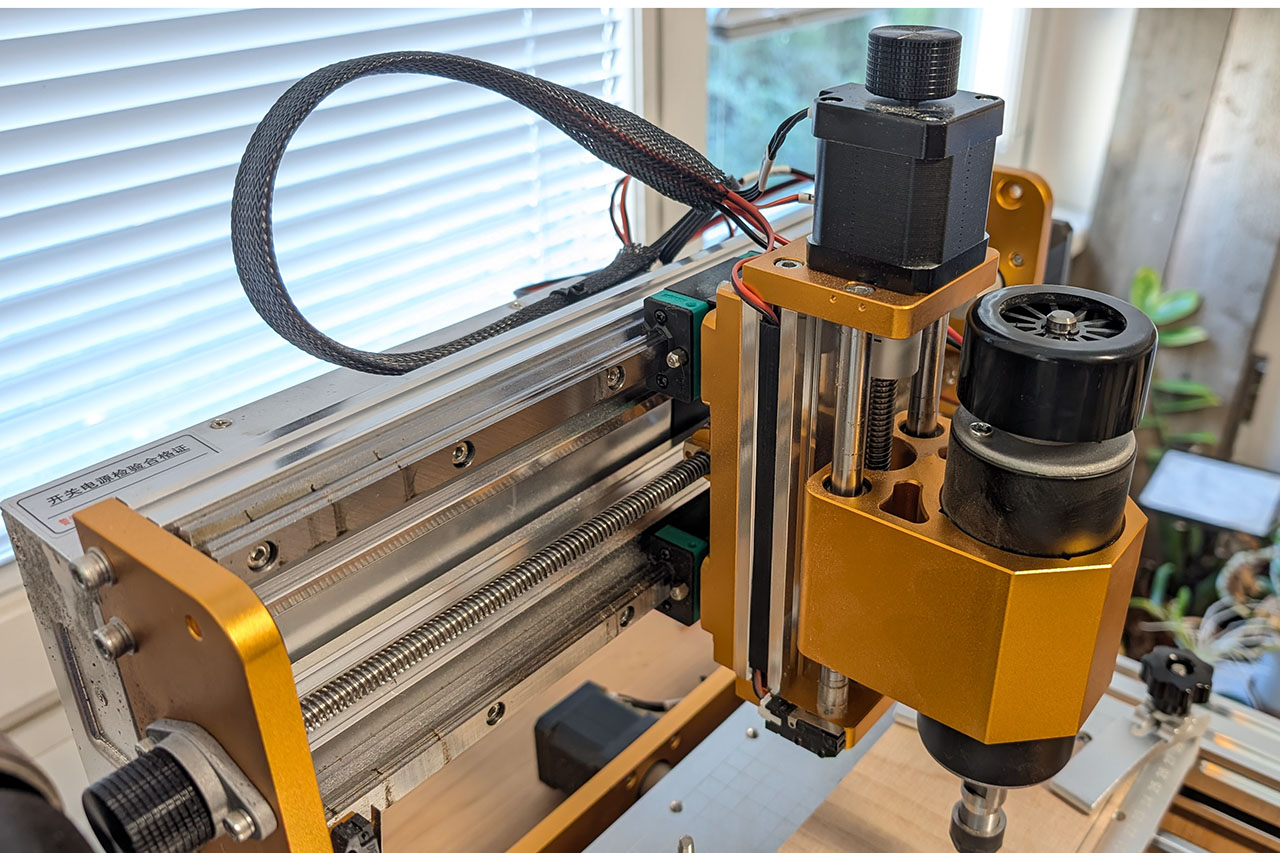
Az összeszerelés során erősen ajánlott időt szánni a pontos beállításra, mivel ezt a kezdeti erőfeszítést később tiszta marási eredményekkel jutalmazzák. Különösen a CNC marógépek esetében az összeszerelés minősége gyakran meghatározza a gép későbbi megbízhatóságát és pontosságát.
Üzembe helyezés és szoftver: CNC marás kezdőknek
Valaki számára, akinek van tapasztalata a 3D nyomtatásban, de még soha nem dolgozott CNC-megmunkáló géppel, az összeszerelés után elkerülhetetlenül felmerül a kérdés: Most akkor mi legyen? Hogyan juttassam el a tervemet a megmunkáló gépbe? Milyen szoftverre van szükségem? És pontosan mi is az a GRBL?
CNC marás vs. 3D nyomtatás – Mi a különbség?
A 3D nyomtatás során az anyagot – jellemzően műanyagot – rétegről rétegre építik fel. Ezt nevezik… additív eljárás . Egy CNC marógép ezzel szemben működik szubtratívan : egy forgó vágószerszám anyagot távolít el. A munkadarab, pl. fa vagy alumínium, már létezik, majd formálják.
Ami elméletben egyszerűnek hangzik, a gyakorlatban néhány fontos különbséget rejt magában:
- Míg a 3D nyomtatásnál a tárgy magától tapad a nyomtatóágyhoz, a CNC marásnál a munkadarabot biztonságosan mechanikusan kell rögzíteni.
- Forró műanyaggal történő fúvóka helyett nagy sebességű marót használnak – ez különös óvatosságot igényel. Mindig viseljen védőszemüveget!
- A szoftver is más: a szeletelőprogramok helyett CAM szoftverre van szükség a szerszámpálya kiszámításához, és ezt követően egy vezérlőprogramra a G-kód végrehajtásához.
Már szereztem némi tapasztalatot a 3D nyomtatásban, mielőtt belevágtam a CNC marásba. Mindazonáltal az indulás nehézkes volt. meglepően igényes . Nagyolás, simítás, fogásmélység, előtolás, süllyesztés – csupa olyan kifejezés, ami teljesen új volt számomra. Melyik maró a megfelelő? Milyen mélyre vághatok menetenként? Milyen gyorsan tud mozogni a maró kiszakadás vagy az orsó túlterhelése nélkül? Hogyan rögzíthetem biztonságosan a munkadarabot? Melyik műveleti sorrend a célszerű, hogy elkerüljük a károsodást? Mindez befolyásolja a marási eredményt – és egy hiba gyorsan a munkadarab, a maró, vagy a legrosszabb esetben maga a gép károsodásához vezethet.
Röviden: egy CNC marógéppel szükséged van rá lényegesen többet tudni mielőtt elkezdenéd – de pontosan ettől olyan izgalmas és tanulságos a vele való munka. Minden munkadarab egy kis kaland.
GRBL – A malom „operációs rendszere”
A Lunyee 3018 Pro Ultra készüléket egy kis mikrovezérlő vezérli, amely a következőt futtatja: nyílt forráskódú firmware GRBL . Ez a szoftver, mondhatni, a malom "operációs rendszere". Parancsokat fogad a számítógéptől, és azokat használja az X, Y és Z tengelyek motorjainak, az orsónak és a végálláskapcsolóknak a vezérlésére.
Maguk a parancsok úgynevezett G-kódból állnak – egy egyszerű, szövegalapú nyelvből, amely megmondja a gépnek, hogy hová menjen és milyen mélyen marjon. Egy tipikus G-kód parancs például így néz ki:
G1 X10 Y20 Z-1.5 F300
Ez azt jelenti: Mozgassunk egyenes vonalban (G1) az X = 10, Y = 20, Z = -1,5 mm koordinátákra 300 mm/perc sebességgel (előtolás). Ez a fajta G-kód nem kézzel írott – automatikusan generálódik egy CAD rajzból az úgynevezett CAM szoftver segítségével.
A GRBL mellett léteznek más CNC vezérlőrendszerek is, mint például az Estlcam, a Mach3/Mach4 vagy az UCCNC. Ezek általában erősebbek, több tengelyt, automatikus szerszámváltókat vagy nagyobb végrehajtási sebességet támogatnak, de gyakran fizetősek, és néha lényegesen bonyolultabb a beállításuk.
Milyen szoftverre van szükséged
Ahhoz, hogy minden együtt működjön, lényegében három programra van szükség:
- Egy CAD program ahol a munkadarabot megtervezik. Itt hozza létre a kívánt formát, általában 3D-s modellként. Én ezt használom Fusion 360 ezért, mert ingyenes személyes használatra, és nagyon jó funkciókat kínál. Alternatív megoldásként szeretném kipróbálni FreeCAD hamarosan, ami teljesen nyílt forráskódú.
- Egy CAM program ahol meghatározhatja, hogyan kell a munkadarabot marni – azaz melyik marókat kell használni, mi a megfelelő fogásmélység, hogy nagyoló vagy simító meneteket kell-e használni, milyen előtolási sebességet kell használni stb. Végül ez generálja az úgynevezett G-kódot, amely lépésről lépésre irányítja a marót. Exportálás előtt ki kell választani egy utófeldolgozót – ez konvertálja a marási stratégiát az adott gépvezérlőnek megfelelő formátumba (például GRBL). Számos program, például a Fusion 360 vagy a FreeCAD, egyetlen felületen egyesíti a CAD és a CAM programokat, ami sokkal könnyebbé teszi az indulást.
- Egy vezérlőprogram (vagy G-kód küldő), ahová a G-kód betöltődik, és amely közvetlenül kommunikál a maróval. Ezzel mozgathatja a tengelyeket, beállíthatja a nullpontot, valamint elindíthatja, szüneteltetheti vagy leállíthatja a marási folyamatot. Én a következőt használtam: Gyertya magamnak erre; alternatívák közé tartoznak Földalatti szennyvízgyűjtő (Univerzális G-kód küldő) vagy OpenBuilds vezérlés .
A tervezéstől a kész mart alkatrészig tartó munkafolyamat bemutatásához egy egyszerű munkadarabot terveztem, hogy egy példával illusztráljam a lépéseket.
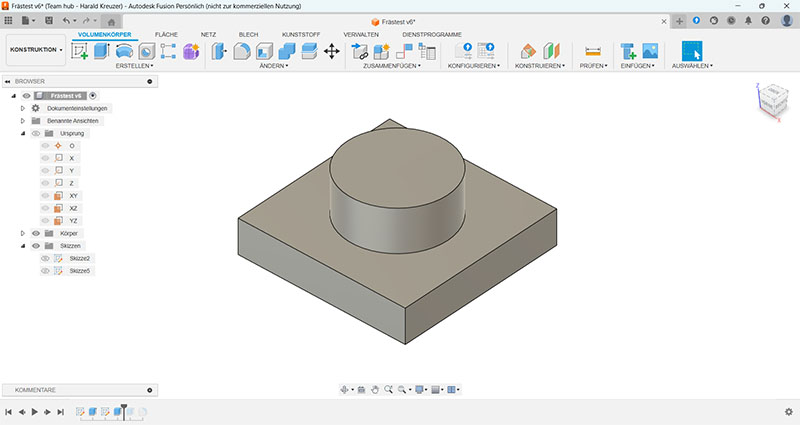
CAD – A modell tervezése
Az első lépés a munkadarab 3D-s modelljének létrehozása. Példámhoz a Fusion 360-at használtam, de természetesen bármilyen más CAD program is használható. Azt javaslom, hogy a munkadarab alját a legelejétől az XY síkra helyezd, mivel ez megkímél attól, hogy később a CAM alkatrészben újra kelljen orientálni a tengelyeket.
Miután a modell elkészült, átválthatsz a következőre: Gyártási munkaterület a Fusion 360-ban. Ha a modellt egy másik CAD programban hozták létre, akkor azt STEP fájlként kell exportálni, és importálni a Fusion 360-ba.
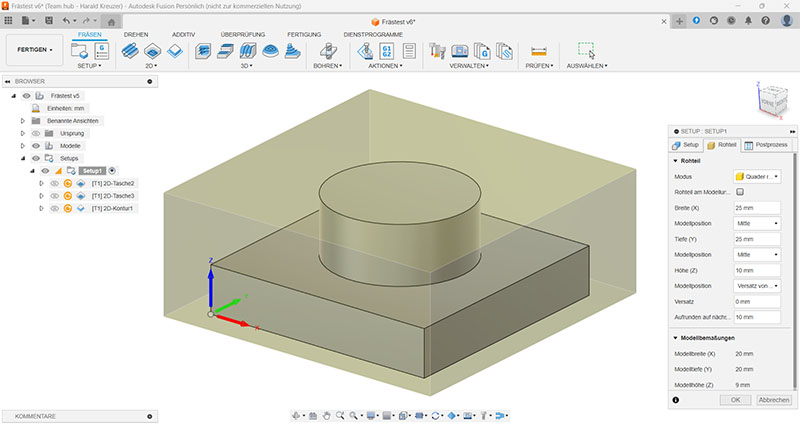
CAM – A marási stratégia meghatározása
Mielőtt marni tudna, létre kell hozni egy beállítást a CAM környezetben. Itt többek között meg kell adnia a megmunkálni kívánt nyersanyag (darab) méretét. Az X és Y irányú értékek nem annyira kritikusak, mivel később beállítja a nullpontot, amelyet a kezdőpozícióként definiál. A magasság azonban nagyon fontos, mivel ez az érték határozza meg, hogy mennyi anyagot kell eltávolítani a tetejéről. Ezenkívül az alkatrésznek a darabon belüli orientációja is meg van határozva. Az alkatrészeket a darab aljára pozicionálom. Ennek az az előnye, hogy később, maráskor, a Z nullpontot egyszerűen a vágódeszka felületére lehet állítani. Továbbá meg kell határozni a koordinátarendszer origóját. Ezeket az értékeket később a marógépen is be kell állítani, hogy a CAM modell megfeleljen a valós munkadarabnak.
Mielőtt elkezdhetnéd az egyes marási lépéseket, először meg kell határozni a szerszámokat. Ebben a példában egy 2 mm-es laposmarót használok, amely a Lunyee 3018 Pro Ultra géppel érkezett. Tolómérővel megmértem a marót, és az értékeket bevittem a beállításokba. Az alapméretek mellett számtalan más érték is van, például a maró anyaga, a hornyok száma stb.
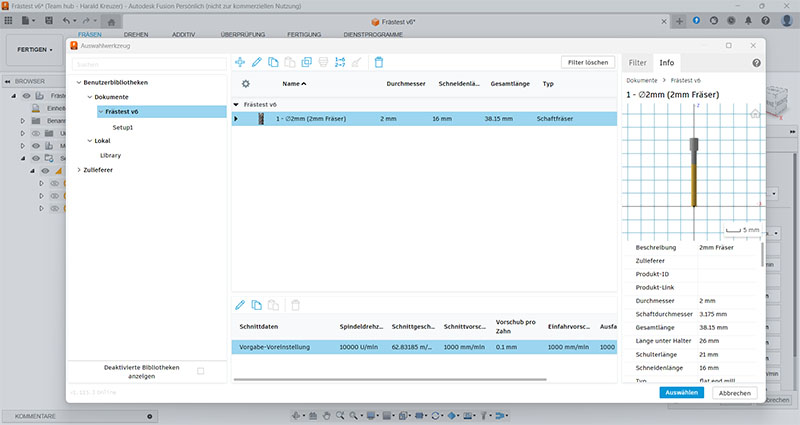
Ezen értékek közül soknak a megértéséhez valószínűleg gépészmérnöki tanulmányokra van szükség. Professzionális szerszámok esetén ezeket az értékeket a gyártótól is megkaphatod, de olcsó kínai vágókkal ez nem valószínű.
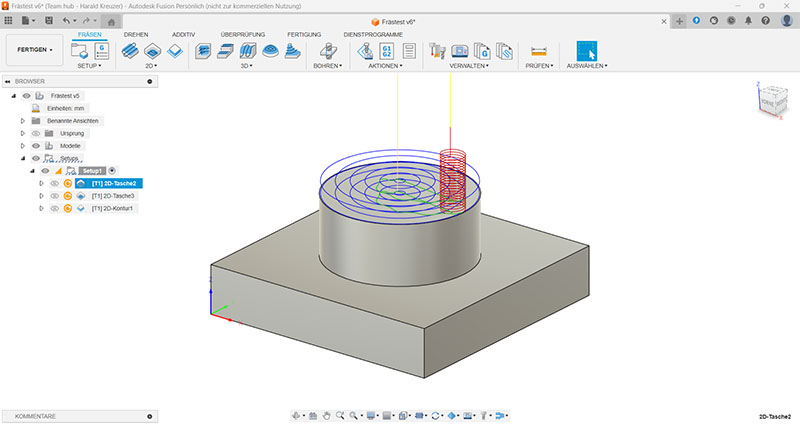
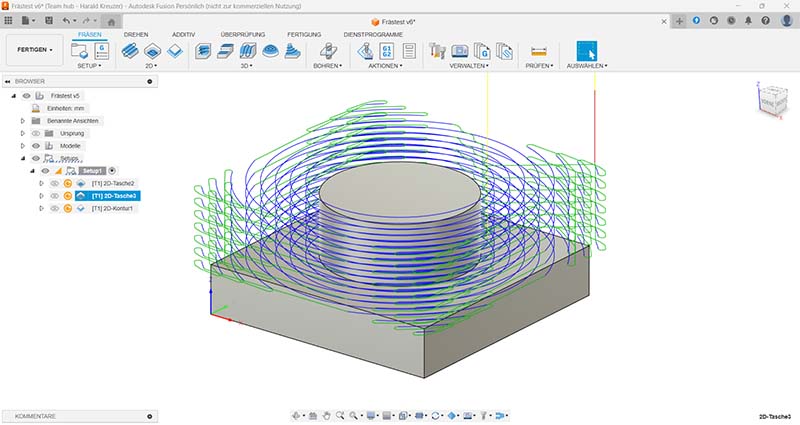
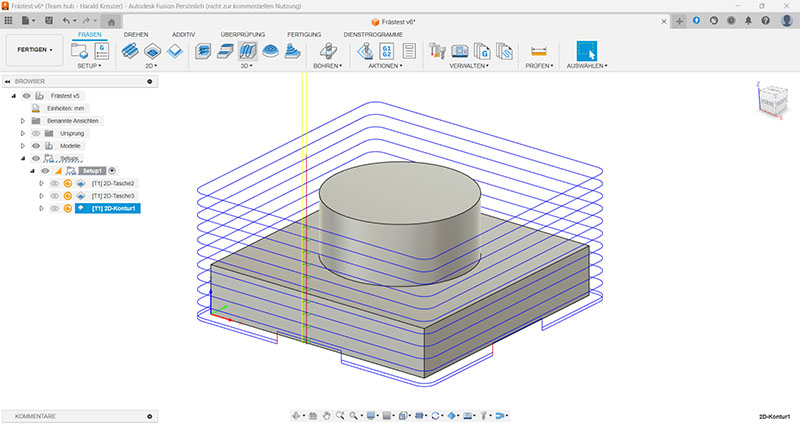
Most már létrehozhatók az egyes marási műveletek. Ebben a példában a következőt használtam: 2D zseb és 2D kontúr . A 2D zsebek helyett 3D kontúrt is lehetett volna használni; itt valószínűleg csak tapasztalatot kell szerezni, hogy melyik stratégia melyik anyaghoz működik a legjobban. A 2D kontúrral rögzítőfüleket is definiálhat, amelyeket nem mar ki, így a munkadarab továbbra is a nyersanyaghoz csatlakozik, és nem mozdul el ellenőrizetlenül a végén, így nem sérül meg.
|
|
|
|
Ezen műveletek mindegyike számtalan beállítható paramétert kínál. A legfontosabbak a következők: vágási előtolás sebesség, azaz milyen gyorsan mozog a vágó, és a maximális fogásmélység , azaz hogy mennyi anyagot távolítanak el menetenként. Az értékeim valószínűleg kissé konzervatívak, mivel a Lunyee 3018 Pro Ultra az 500 wattos orsójával minden bizonnyal gyorsabban is tudna dolgozni.
A szimulátorban bármikor megtekintheti a marási folyamatot, és megítélheti, hogy a beállítások megvalósíthatónak tűnnek-e.
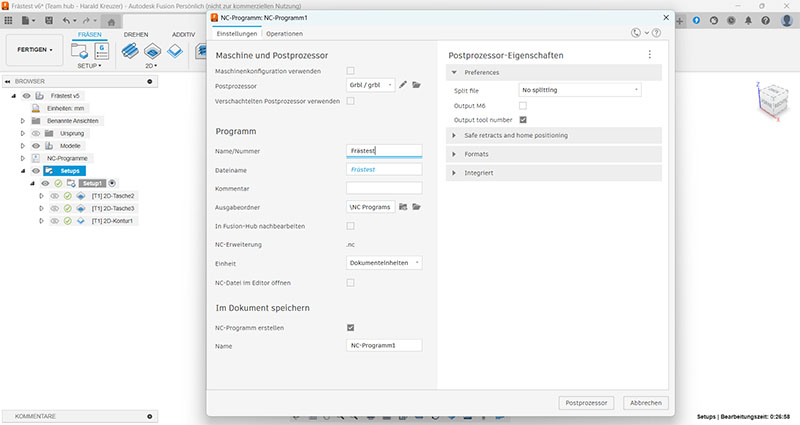
Végül a G-kód exportálásra kerül. Ehhez egy NC program jön létre, amelyben a utófeldolgozó is ki van választva. Az én esetemben a GRBL-t választom. Amikor az utófeldolgozás gombra kattintasz, a G-kód egy fájlba íródik. A rendszer azt is ellenőrzi, hogy a G-kód létrehozható-e ezekkel a beállításokkal és utófeldolgozóval.
Ezzel a CAM rész véget is ért. Ahogy észrevehettétek, még mindig nagyon bizonytalan vagyok sok pontban. Egyrészt sokat kell tanulni a marásról, másrészt még hiányzik a gyakorlati tapasztalatom.
Vezérlés – A malom működtetése
Végül megtörténik a tényleges marás. Ahogy fentebb említettem, ehhez a Candle programot használom, mivel ezt a programot a Lunyee marógéppel együtt szállítottam. Először a G-kódot tartalmazó fájlt töltjük be a programba. Most pontosan ugyanazokat a szerszámpályákat látjuk a képernyőn, mint a Fusion 360-ban.
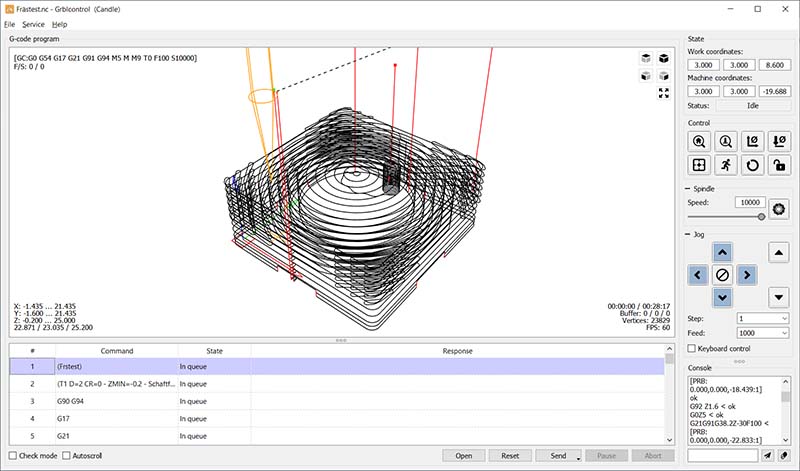
A marás megkezdése előtt a nullpontokat pontosan úgy kell beállítani, ahogyan azokat a Fusion 360-ban definiálták. Az XY-nullaponthoz a vágót a megfelelő pozícióba kell mozgatni az alapanyag felett, és a megfelelő gombra kell kattintani a Candle-ban. A Z-nullaponthoz a mellékelt Z-mérőtapintót kell használni. A Candle ehhez a méréshez G-kódok sorozatát használja. Az alapértelmezett kód azonban nagyon pontatlan értékeket ad. Ezen a weboldalon találtam egy nagyon jó leírást egy jobb kódhoz: https://www.dragoncut.de/tipps-und-tricks/technik/z-probe-der-gcode-fuer-das-programm . A Lunyee Z-szonda 1,6 mm vastag, így a Z-kód így néz ki:
G21G91G38.2Z-30F100;G0Z1;G38.2Z-2F10;G92 Z1.6 ;G0Z5F10M30
Mivel a Fusion 360-ban a Z-nullát a munkadarab aljára állítottam be, a Z-mérőtapintót is közvetlenül a mérőlapra kell helyezni:
Most elkezdődhet az őrlés. Ehhez kattintson a Candle „Küldés” gombjára, és az őrlés elindul.
Körülbelül 30 perccel később elkészül a marógép. Amint láthatjátok, a fa kissé rojtos, de egyébként nagyon jól néz ki az eredmény. A jobb oldalon láthatók a Fusion 360-ban beállított rögzítőfülek. Ezeket a füleket most óvatosan le kell vágni, majd le kell csiszolni. Megpróbálhatod kétoldalas ragasztószalaggal is rögzíteni a fát, de nem vagyok benne biztos, hogy az biztonságosan tartana. Legalább akkor megmentheted a rögzítőfüleket. A luxus opció azonban egy… vákuumasztal , amely további intézkedések nélkül képes megtartani a munkadarabot.

És így néz ki a kis fadarab csiszolás után.

Fontos szempont természetesen a maró pontossága. A négyzet alakú résznek 20 mm szélesnek, a henger átmérőjének 12 mm-nek, a magasságának pedig 9 mm-nek kell lennie.

Az alkalmazásaimhoz ez a pontosság tökéletesen elegendő. Egy vagy két tizedmilliméter eltérés nagyjából megfelel a a Lunyee weboldalán található specifikációk szerint , ahol a pontosság +/- 0,1 mm-ben van megadva.
Következtetés
A CNC marás világába vezető utam abból a vágyból született, hogy leküzdjem a 3D nyomtatóm korlátait, és végre precízen megmunkálhassak olyan anyagokat, mint a fa. A Lunyee 3018 Pro Ultra ideális választásnak bizonyult ehhez a lépéshez. Körülbelül 450 eurós áron kiemelkedő ár-érték arányt kínál. A masszív fémkeret, az erős 500 W-os orsó és a kiterjedt tartozékcsomag egyértelműen megkülönbözteti a puszta "játék" modellektől, és szilárd alapot teremt a komoly hobbiprojektekhez.
Az is világos: az összeszereléstől az első kész alkatrészig vezető út igényesebb, mint a 3D nyomtatásnál. A CAD, CAM és vezérlőszoftverek láncolatának, valamint a számos új szakkifejezésnek az megismerése türelmet és tanulási hajlandóságot igényel. De pontosan ez teszi a folyamatot olyan izgalmassá és tanulságossá.
Összefoglalva, A Lunyee 3018 Pro Ultra erősen ajánlott. Minden olyan alkotónak, hobbiból gondolkodónak és 3D nyomtatás rajongónak, aki szeretné megtenni a következő lépést. Nem egy professzionális eszköz, de fantasztikus, masszív eszköz, amely szélesre tárja az utat az új anyagok és projektek előtt. Bárki, aki hajlandó energiát fektetni a tanulásba, egy megbízható és kellően precíz géppel lesz megjutalmazva.